LCD彩斑问题解析:成因、机理与系统性改善策略
前面几篇文章我们讲了很多协议以及硬件类的知识,有粉丝要求增加一些结构类的案例讲解,今天我们就来讲一篇笔记本电脑可靠性测试中最常见的问题:彩斑(红/绿/蓝等),表现为屏幕上出现局部性颜色异常现象。特别是随着LCD面板分辨率越来越高、厚度越来越薄、面板透过率越来越高,彩斑发生概率也会增加。
在笔记本电脑NPI(新产品导入)阶段,整机可靠性测试中出现的彩斑不良涉及屏幕设计、制程工艺、整机机构和测试规格等多方面因素。通常来说,轻微LCD色斑发生后,不良现象的程度会随着长时间静置(通常要求>24hrs)而有所减轻,一般很难完全消失,严重的彩斑产生后无法恢复,破坏性是不可逆的。
本课题针对笔记本电脑开发阶段可靠性测试过程中出现的彩斑,围绕彩斑的定义、产生机理、优化对策三部分进行探讨交流。
TFT-LCD彩斑的定义
1.彩斑定义:是指LCD显示面板出现局部红色、绿色、蓝色或混合色的异常显示区域,通常表现为不规则的一种或多种色彩斑块或者色偏,属于显示缺陷的一种现象。整机可靠性测试时,由于系统内部结构件对LCD模组施加了非预期的机械应力导致面板局部受到挤压,引起玻璃基板发生变形,使LCD显示面板内部发生物理性损伤(PI层),从而导致其光学特性发生变化,最终发生LCD彩斑不良。这个定义明确了以下几个点:
· 触发条件:整机可靠性测试;
· 根本原因:测试压力&整机机构件导致局部应力集中;
· 产生机理:面板局部区域物理性损伤;
· 分析线索:彩斑位置与整机结构件应力集中(干涉点)或测试点压力对应。
LCD彩斑不良现象一般在黑色画面暗室条件下尤为明显,甚至在LCD显示面板在不加电压的情况下有可能也可以看见。
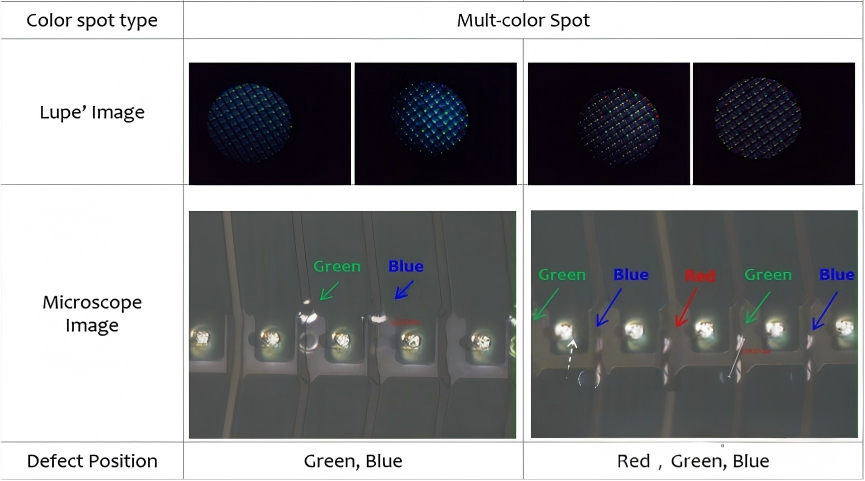
2.彩斑不良现象:按照LCD彩斑的颜色/种类数量来进行分类,整机可靠性测试中出现的彩斑有单色彩斑和多色彩斑。
a. 单色彩斑:色斑的颜色为单一基色(红,绿或者蓝),如下图1所示

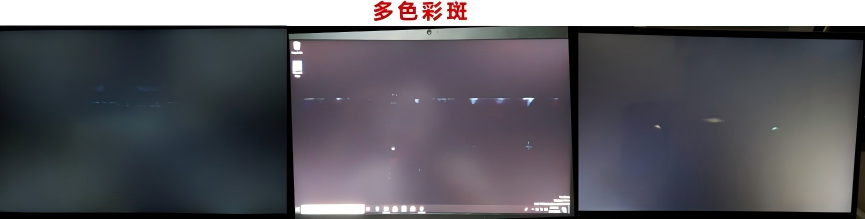
b. 多色彩斑:色斑的颜色由两种或以上基色组成,整机测试中常见为白色彩斑(俗称白斑),如下图2所示
LCD彩斑产生机理
上面已经对LCD红蓝斑彩斑进行分类:单色彩斑不良和多色彩斑不良。谈LCD红蓝斑的产生机理时,我们首先需要知道导致单色彩斑和多色彩斑的原因其实是有差异的。出现什么颜色的彩斑取决于LCD受力变形(大小和方向)后Cell内部发生物理性损伤的位置(PI层)决定的。(这些差异主要受LCD显示面板受外力的大小、Main PS和Sub PS的形变量不同而所有不同)
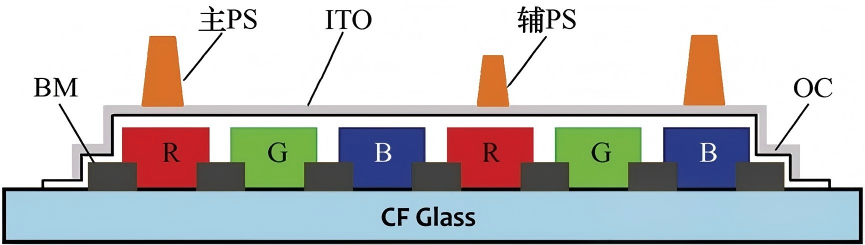
针对上面所提到的两种彩斑不良现象,其产生机理通过如下原理性阐述进行详细说明,在讲原理之前,我们先记住下面这张图3 CF 侧的结构,方便后面理解。
1. 单色彩斑不良产生机理
单色彩斑的形成机理,可清晰地归纳为以下三个步骤:
a.应力与形变:在整机测试的外力作用下,LCD面板产生形变,导致Main PS同时承受Z轴方向的压缩与X轴方向的位移,使其滑入非BM区;
b.损伤与失效:Main PS的滑动划伤了PI(配向层),导致其失去锚定能力,无法再为液晶分子提供正确的初始配向;
c.漏光与显色:在常黑模式下面板中,PI损伤处的液晶分子排列紊乱,造成该位置像素漏光,最终表现为单色彩斑。
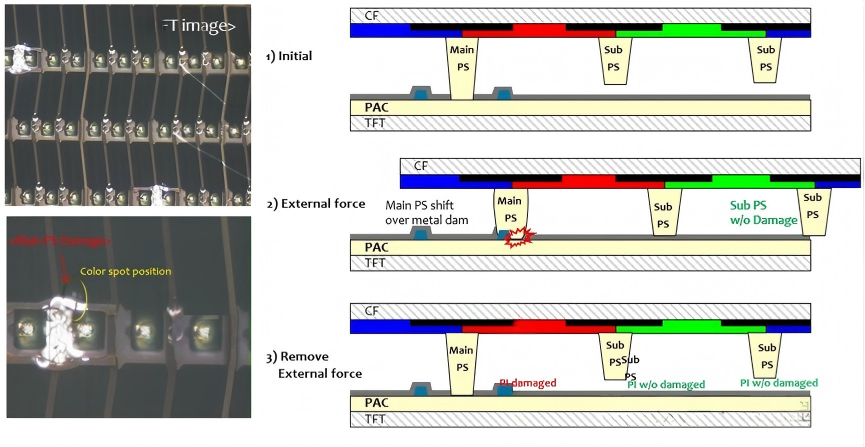
关键在于:当LCD显示面板受到的外力相对较小,Main PS发生形变的形变量<Main PS与Sub PS的断差,也就是说只有Main PS有划伤PI,Sub Main 没有划伤PI,这种情况下会出现单色彩斑。至于是什么颜色的彩斑,取决于面板受力变形后Main PS滑动的方向,下图4单色彩斑产生机理示意图。
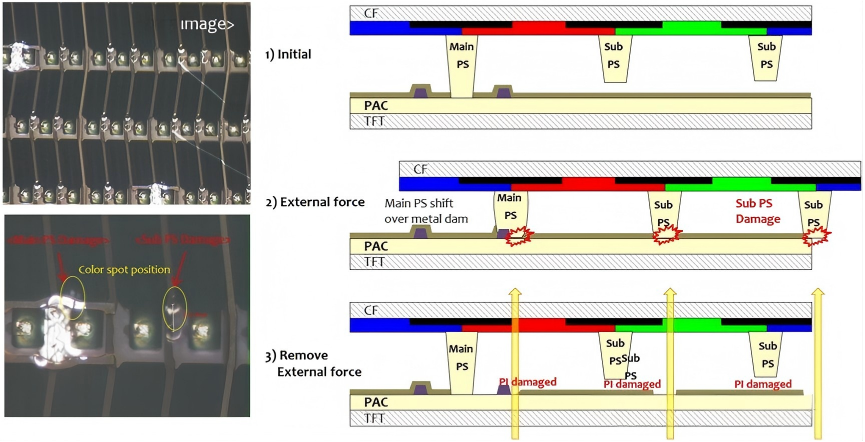
2.多种色斑不良产生机理在理解单色彩斑的机理基础上,多色彩斑的成因便清晰可知:当施加于LCD面板的外力进一步增大,致使Main PS的形变量超过其与Sub PS的段差时,玻璃基板的变形将同时引发Main /Sub PS产生滑动,两者都会划伤下方的PI配向层,PI配向层被Main、Sub PS同时划伤所导致的大面积损伤,其产生的具体条件与后果如下,结构示意图如图5所示,损伤实物图如图6所示:
1. 触发条件:外力升级
l 当外力持续增大,使Main PS的形变量超过其与Sub PS的段差。
l 后果:玻璃基板变形加剧,Main/Sub均发生滑动。
2. 损伤模式:双重划伤
l PI层被Main /Sub 同时划伤,产生多个配向失效点。
l 由于Sub PS数量更多,其所形成的斑块也更密集。
通过以上对LCD单色/多色彩斑产生机理及LCD显示面板结构的了解,那我们可以进一步说明为什么随着LCD面板尺寸越来越大、厚度越来越薄、面板透过率越来越高、LCD面板分辨率越来越高,LCD红蓝斑的发生概率及比例也会增加了吧?
①LCD面板分辨率越来越高,黑色BM的宽度也会减小,遮挡能力也会变差,LCD发生彩斑的风险也会增加;
②LCD面板玻璃厚度越薄,在外力作用下抗变形能力会变差,LCD发生彩斑的风险也会增加;
③LCD面板透过率越来越高,对应的Main PS和Sub PS的数量也会减少,在外力作用下抗挤压能力也会变差,LCD发生彩斑的风险也会增加。LCD彩斑优化对策(本章节部分内容引用自知乎@谭你小几几 https://zhuanlan.zhihu.com/p/574557187)
在笔记本电脑NPI阶段,整机可靠性测试中LCD彩斑产生原因主要为:LCD面板受到外力挤压导致。所以,LCD彩斑的改善对策主要围绕提高LCD面板抗压强度、优化整机设计方案等维度展开,主要对策有如下方面:
1. 提升LCD面板抗压强度[引用]
①LCD面内结构设计环节:最核心、最有效的环节,从源头预防
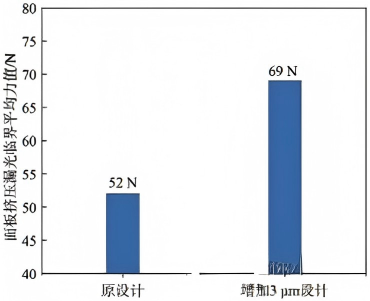
a. PS(Photo Spacer)参数优化:适当增加PS直径尺寸
在满足液晶面板光学特性的前提下,通过增加PS的尺寸使之与配向膜接触面变大,相同负载下PS受到的压强变小,形变量减小,因此压缩后产生的塑性形变减小,挤压出现彩斑的平均临界力值增大(如下图7所示,增加3um出现彩斑的临界压力数据对比),能够清晰的看出,PS 直径的增加能够有效改善挤压彩斑不良。
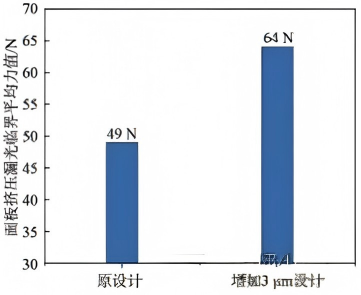
b.BM(Black Matrix)优化:增加BM宽度
BM的作用是避免邻接RGB三原色像素的散乱光及背光直接投射,增加色彩对比性。通过增加BM的宽度,使面板在挤压过后PS 滑动的距离小于BM宽度从而能够遮挡PI划伤位置透过光线(如下图8所示,增加3um出现彩斑的临界压力数据对比),能够清晰的看出,BM 宽度增加能够有效改善挤压彩斑不良。
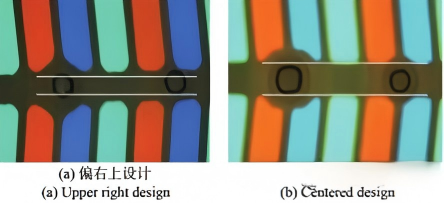
c.PS 站位设计:居中设计
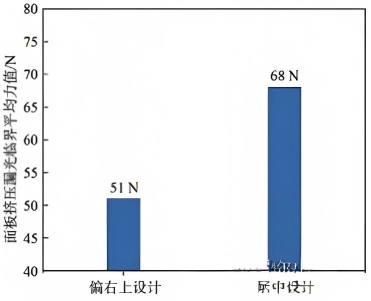
液晶面板内PS站位调整为整体居中设计,挤压后偏移距离小,不易出现挤压漏光。参考如下右侧PS不同占位(偏右上 vs居中)出现彩斑的临界压力数据对比数据,图9与图10。
d. 平坦化层PLN(Planarization Layer)的设计:减少PLN厚度
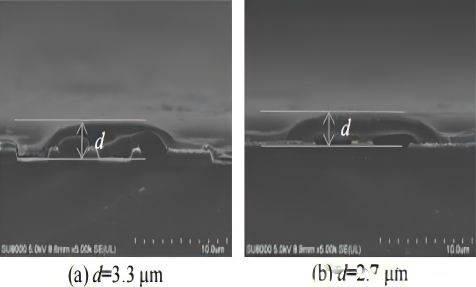
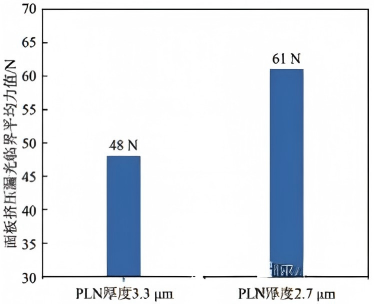
PLN为有机膜层,主要起平坦化作用使配向更均匀,同时减小耦合电容,并对下基板的TFT电场进行屏蔽,避免影响同一基板上的像素电容,防止电场相互干扰。参考右下侧针对不同PLN厚度的产品挤压实验,PLN 厚度为d=3.3μm的液晶面板出现彩斑平均临界值为48 N,而d=2.7μm的平均临界力值为 61 N,图11 和图12 。
e. 消除应力集中点:平整化设计以确保固定LCD的金属支架、塑胶壳体有足够的平面度,避免翘曲产生内应力。
f. 强化背板结构:通过增加加强筋、背板厚度,提升抗弯曲与抗扭转能力。
②材料与部件选择环节
在整机厚度允许下,优先选择采用更厚/强度更高的玻璃基板、背光膜材、金属背板和高密度高弹性模量的PS材质,其自身抗压能力更强。对于Bent PCB上件元器件过高时,整机压力测试中对应区域的应力集中也常常会发生问题。
③生产、组装、包装、储运环节
严格的来料检验:避免物料变形/翘曲导致应力集中
规范的装配工艺:使用治具与定位,确保LCD模组组装无偏移
落实作业SOP:防止LCD因操作不当受到挤压
包装设计:包装内衬(泡沫、纸托)必须有足够的支撑和缓冲
仓储与搬运:遵守堆叠层数限制,避免野蛮搬运,防止产品受到撞击
④LCD单体压力验证
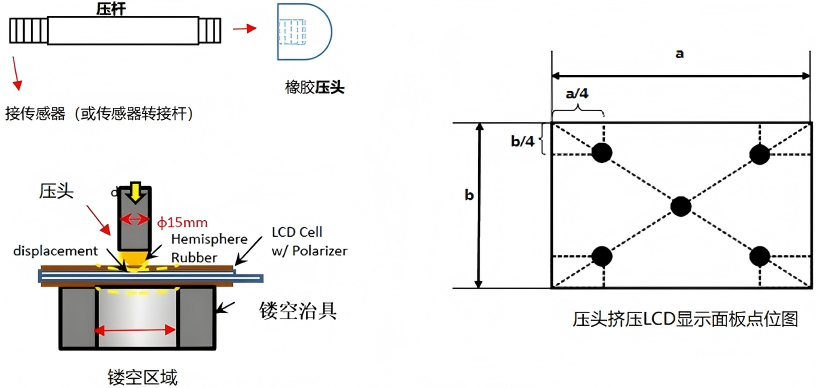
目前,屏厂家和终端客户针对LCD的抗挤压能力也有各种测试及监控手段,目的是为了能够评估单体的抗压力状况,而不是等到组装上整机后才能知道是否满足整机的压力测试要求。通过定义一些方法对LCD显示面板进行挤压,提前评估LCD抵抗红蓝斑发生的能力,例如下面图13示所定义的其中一种方法:
2. 优化整机设计方案
① 提高整机机构件强度:最简单、最直接的方式!
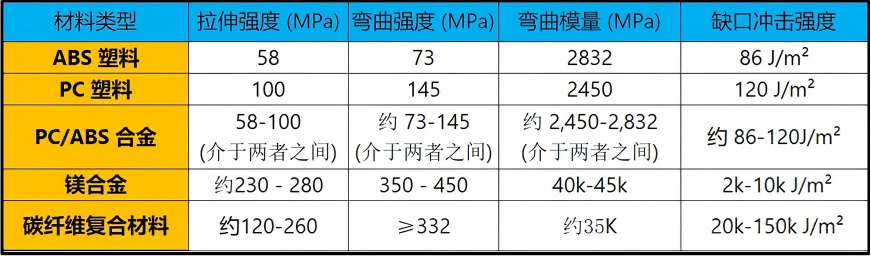
在满足设计要求的前提下,选择强度更高的机构件材料(特别是A件),最大限度地降低可靠性测试过程中对LCD的挤压力,以提供最强的支撑和保护。如下表1 列举了常见A壳常见材料及其强度数据,涵盖ABS塑料、PC塑料、PC/ABS合金、镁合金和碳纤维复合材料这几种主流材料:
② 优化整机结构设计:最核心、最有效的环节,日常工作中使用最多
a.优化C件接触面:减少KB凸台边缘的棱位置坡度(并加以较大倒角设计)及touchpad downset深度,避免应力集中。下图14 为C件KB边缘凸台位置压力测试后出现彩斑,C件凸台棱干涉导致LCD接触位置应力过于集中。
b.A件预留充足缓冲gap
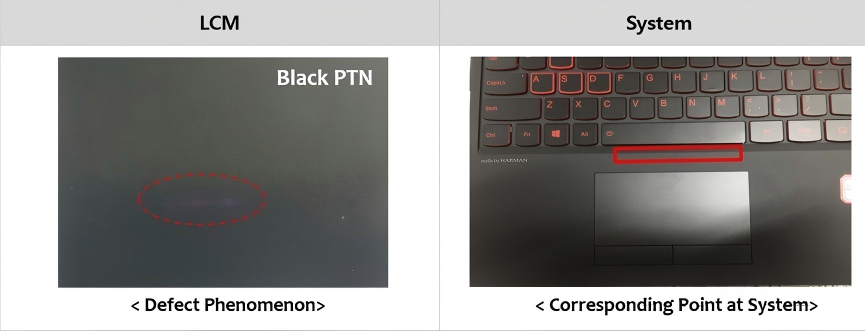
屏背部与A壳保持充足的间隙,进行全面的公差分析,保证LCM在测试过程有一定的缓冲。下图16 为A壳logo灯位置金属部件与LCM“零”gap,在压力测试过程中因LCM直接受力挤压导致彩斑。
c.A件sponge优化
通过调整A 壳上泡棉位置/尺寸/形状/厚度/材质等以达到最佳应力分散的效果。下图17 为压力测试过程中LCM在A件Sponge边缘与KB凸台边缘棱共同作用下因应力过于集中导致彩斑不良的发生。
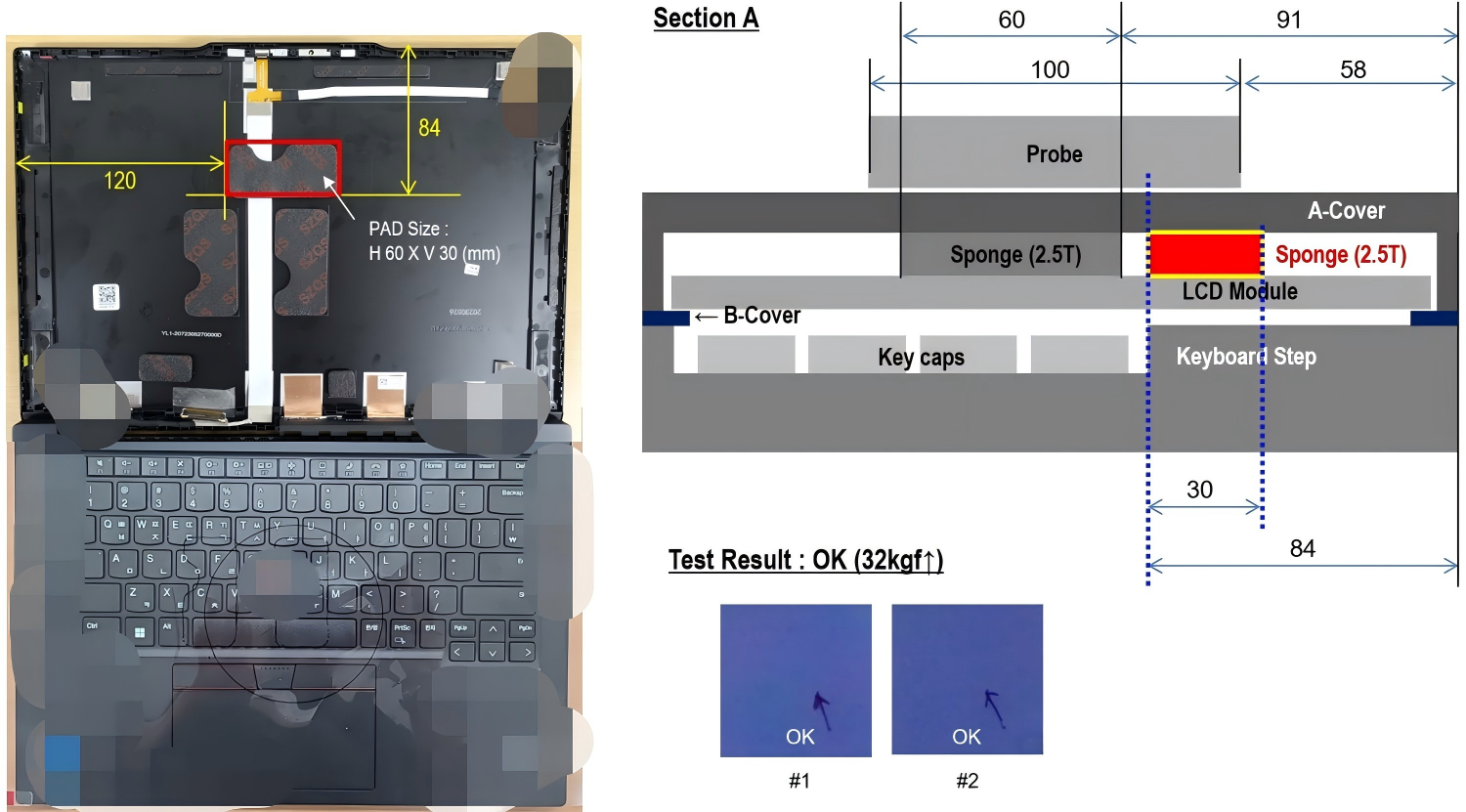
通过在A件上合适位置增加sponge,实现LCM上原issue位置处过度集中的应力得以分散,彩斑不良得以完全改善,如下图18,改善方案及改善后的效果。
核心知识点快速总结学习
一、 什么是彩斑?
l 定义:LCD屏幕上出现的局部性、不规则的红/绿/蓝或混合色异常斑块,是一种显示缺陷。
l 触发场景:多发于笔记本电脑整机可靠性测试阶段。
l 根本原因:整机内部结构件对LCD模组施加了非预期的机械应力,导致局部挤压。
二、 彩斑如何产生?(核心机理)
关键在于机械应力导致PI配向层被划伤,使其失去锚定液晶分子的能力,造成局部漏光:
1.单色彩斑:
条件:外力较小。
过程:仅Main PS 发生滑动并划伤PI层。
现象:产生单一颜色的斑块。
2.多色彩斑:
条件:外力较大,形变加剧。
过程:Main PS 和Sub PS 同时滑动并划伤PI层。
现象:由于Sub PS数量更多,会形成更密集的多色斑块(常见为白斑)。
四、 如何系统性改善彩斑?
需从两个层面双管齐下:
1. 提升LCD面板自身强度
l 设计端:优化PS尺寸、站位,增加BM宽度,减薄平坦化层。
l 材料端:选用更厚/更高强度的玻璃、背板及高模量PS。
l 验证端:实施精准的LCD单体抗压力能力测试,提前评估风险。
2. 优化整机结构设计
l 强化机构:采用高强度材料(如镁合金,碳纤维等)制作A壳。
l 分散应力:优化C件(键盘面)接触形状、在A件与屏幕间预留缓冲间隙、精准设计泡棉的位置与材质以分散压力。
五、为何高端面板风险更高?
三大技术趋势共同导致了面板抗压能力的“娇贵化”:
l 高分辨率 → BM黑矩阵宽度变窄 → 遮挡能力下降。
l 轻薄化 → 玻璃基板变薄 → 抗变形能力变差。
l 高透过率 → PS数量减少 → 内部支撑能力减弱。
总结
彩斑是一个典型的“屏-机”匹配性问题。解决它需要贯穿从屏幕设计、材料选型、整机集成到测试验证的全流程系统性协作,而非单一环节的调整。
来源:系统显学